首頁
服務項目
大圖輸出
名片公版
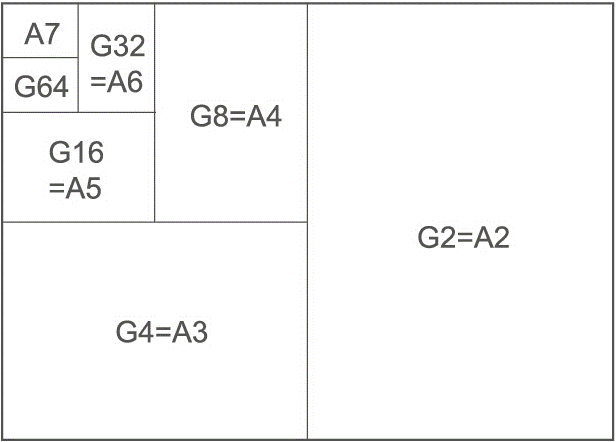
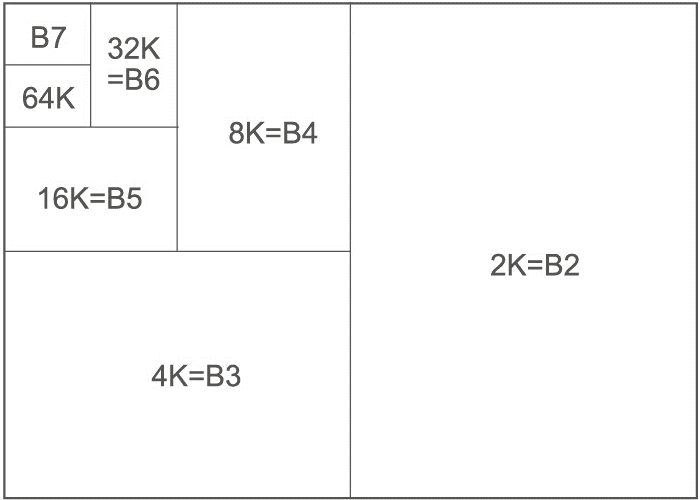
印刷小知識
聯絡我們
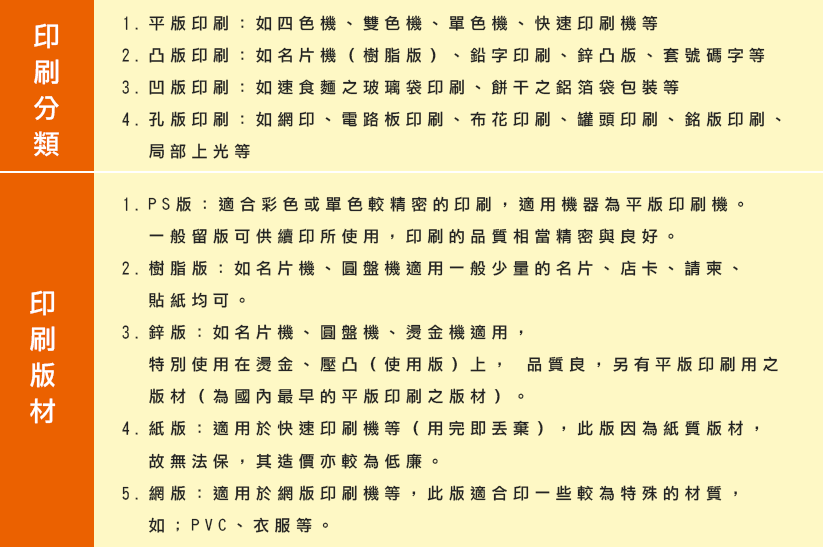
印刷種類與知識的豐富與深奧,而且每日都有新的知識再更新,由傳統到現代化、由現代化到科技化,這種進步的速度實在令人咋舌。 在機器前操作實務的專業師傅們的臨場經驗亦是產品成功的所在,一件完美的成品是經過多人的努力與多年累積的經驗精心打造而成的。 以下就常用的印刷種類上作簡略的說明。